 English
English
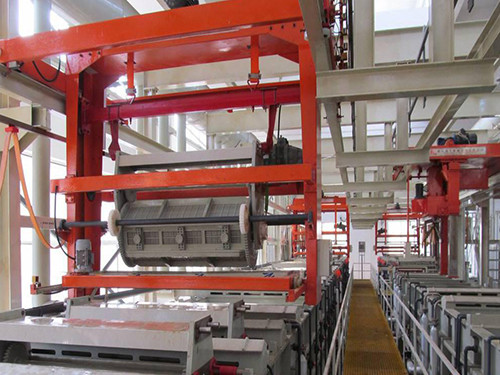
全自動(dòng)滾鍍生產(chǎn)線













咨詢熱線
13933151511薄壁無縫鋼管的原料是圓管坯,圓管坯要經(jīng)過切割機(jī)的切割加工成長(zhǎng)度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱
河北瑞思特電子科技有限公司


河北瑞思特電子科技有限公司 ? 版權(quán)所有
全國(guó)服務(wù)熱線: 13933151511
E-Mail: hbrst@126.com
公司地址: 河北省石家莊市鹿泉區(qū)御園路99號(hào)光谷科技園A-1棟
備案號(hào): 冀ICP備18008662號(hào)-1
河北瑞思特電子科技有限公司是專業(yè)從事軍工、航天領(lǐng)域高端電鍍?cè)O(shè)備、精密蝕刻設(shè)備,陽極氧化設(shè)備、五金蝕刻機(jī)及配套廢水處理和廢氣治理環(huán)保設(shè)備的五金蝕刻設(shè)備廠家。
冀ICP備18008662號(hào)-1 | 網(wǎng)站地圖 XML地圖
技術(shù)支持:



